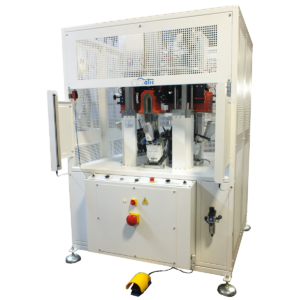
Description
Any type of uppers shoe, boot, moccasin, etc. the machine is particulary indicated to process uppers with thermoplastic or thermoadesive coated counters.
The operator, after a first loading on all the four heated stations, proceeds on normal cycle as follows: moulded upper unloading from heated mould and loading onto cooled aluminium mould on which, thanks to the mould inclined towards him, he can have a full view of the back seam, allowing a perfect positioning of the upper. Light back-gauges show clearly the middle line of mould to be alligned with the back seam and lighted graduated notches indicate the different positions according to sizes of uppers to be treated. Pulling pincers tension the upper onto the cold mould. A new upper, with counter inserted, is loaded onto the heated mould, by means of a command the pad descents onto the alu-mould and the moulds are clamped. The table holding moulds effects 90° rotation, a new station arrives from which the moulded upper is unloaded from cooled mould and above mentioned cycle is repeated. During rotation on the subsequent stations following automatic functions takes place: activating cycle on heated station on which by heating and pressure the materials (upper, counter and lining) are laminated together without defects. Moulding cycle on cooled stations on which the inner alu-mould moves inwards and upwards to match the pad which clamps itself by means of 2 lateral cylinders (heel seat flanging device effects its function only on version 94d with flanging wipers and with light back-gauges). Along all the stationing time on the second, third and fourth position the moulds are clamped togheter. Backpart of the upper at this pointis moulded, flanged and the shape is stabilised, heel margin is flanged.
Clear view of the back seam during loading of the upper onto cooled mould, thanks to mould inclination towards the operator.
Electronic control with digital view of heated and cooled moulds temperatures.
On all versions equipped with flanging system: light back-gauges with graduated scale allowing a perfect upper-positioning and centring and a perfect fixing of flanged margin entity (available as alternative or in addition the system of pneumatic back stop plates).
The pulling pincers are pivoted to allow regulation of the gripping position accordig to the mould curve.
Moulds are constructed according to the shape of customer’s last.
Electronic control with digital view of heated and cooled moulds temperatures.
On all versions equipped with flanging system: light back-gauges with graduated scale allowing a perfect upper-positioning and centring and a perfect fixing of flanged margin entity (available as alternative or in addition the system of pneumatic back stop plates).
The pulling pincers are pivoted to allow regulation of the gripping position accordig to the mould curve.
Moulds are constructed according to the shape of customer’s last.
Technical Data
Optional
Technical Data
Dimensions: cm 185 x 225 x 210 (height)
Dimensions with packing: cm 200 x 240 x 225 (height)
Weight: net (machine) kg 1400 – gross (with packing) kg 1500
Electrical consumption: kw 5
Note: technical data could be changed without notice.
Optional
PO: projector with graduated scale and mid line for 1 station
I: ideal version
BSP: pneumatic back stop plate for 1 station
REQUEST INFORMATION
Fill out the form in all its parts to request information on this machine